
Для чего нужна продувка?
При сварке конструкций из нержавеющей стали, титана и других стойких к коррозии материалов наиболее важным является поддержание необходимой среды в процессе сварки. Во время сварки шов подвергается воздействию тепла и воздуха, что может привести к его окислению. Для достижения наилучших результатов необходимо предотвратить окисление. Качество сварки таких материалов зависит от правильной продувки зона сварки, чтобы минимизировать или исключить окисление.
Эффективная сварка нержавеющей стали, титана и других экзотических материалов для атомной, нефтехимической, фармацевтической, полупроводниковой, аэрокосмической и пищевой промышленности требует соответствующих инструментов для создания идеальной среды в зоне сварки. Использование оборудования для продувки оказывает основное влияние на предотвращение окисления и повышение качества сварки. Основные принципы продувки показаны ниже. Компания TAG поставляет полный спектр систем для создания требуемой среды в сварочной зоне.
Подходит для 90% операций традиционной продувки. Быстро и легко устанавливается, обеспечивая быструю продувку зоны сварки. Для изготовления систем используются высококачественные материалы, гарантирующие высокое качество сварочного шва.
Благодаря конструкции систем, объем газа для продувки минимизируется, что приводит к значительной экономии времени и газа. Эти надежные системы могут использоваться многократно и окупают себя всего за одну-две сварки.
- Надувные системы продувки TAG резко снижают время продувки и ведут к уменьшению затрат на рабочую силу.
- Типичное время продувки для трубы 4" - 1,5 мин, 8" - 4 мин, 12" - 8 мин.
- Готовы к использованию, подключаются к линиям подачи газа. Работают на любом расходе газа до 20 л/мин. Через предварительно настроенный клапан подачи.
- Контроль давления газа обеспечивает высокое качество шва.
- Быстрая и простая установка.
- Термостойкость до 70ºC.
- Использует меньше инертного газа. Объем используемого газа составляет менее 2%, чем необходимо для обычной продувки.
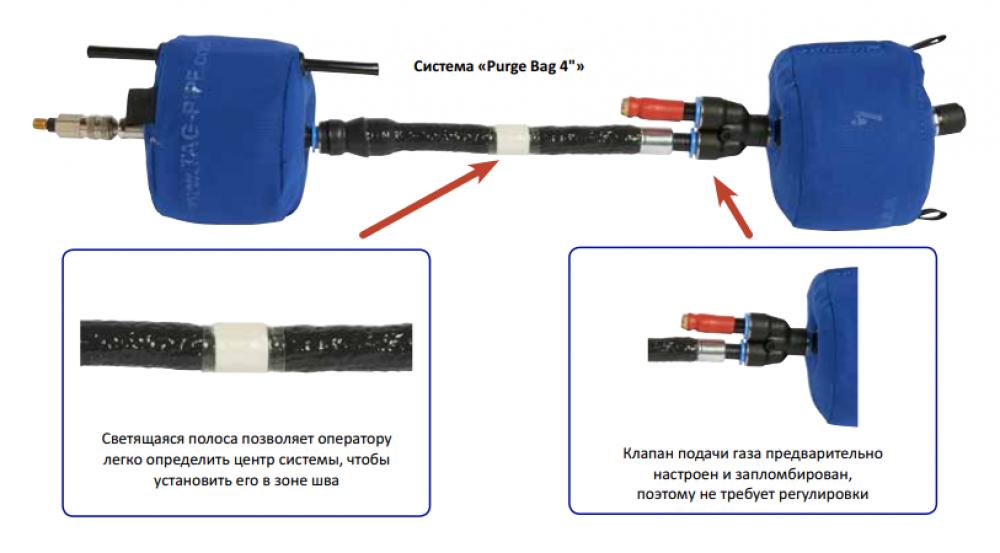
Системы компании TAG разработаны так, чтобы быть оптимально расположенными в зоне сварки: не так близко, чтобы не подвергнуться воздействию высоких температур, и не так далеко, чтобы обеспечить быструю продувку. Надувные камеры соединены армированным шлангом.
Перед продувкой система вставляется в трубу и центрируется относительно шва по светящейся полоске.
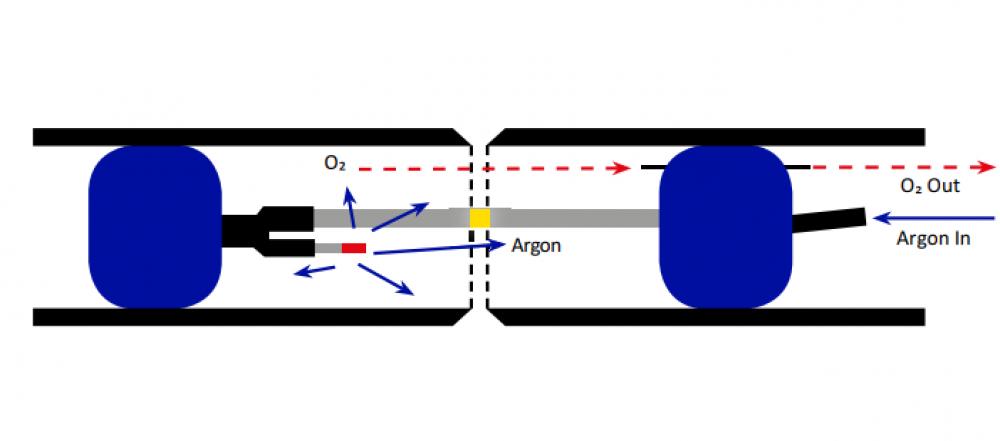
Подаваемый газ вначале наполняет камеры, после заполнения которых и достижения давления настройки клапана поступает в зону сварки, при этом поток распределяется равномерно, обеспечивая отсутствие турбулентности. Кислород вытесняется из зоны сварки через встроенные в камерах трубки. После контроля содержания кислорода монитором TAG и убедившись, что оно находится на требуемом низком уровне, можно начинать сварку. После окончания сварки воздух удаляется из надувных камер, и система легко извлекается. Конструкция этих систем подразумевает, что для надувания камер и непосредственно продувки используется одна линия подачи газа.
| Номинальный размер трубы, мм | 50-600 |
| Вес, кг | 0,34-2,5 |
| Диапазон внутренних диаметров, мм | 44-610 |
2019 © Vatraweld.by. Все права защищены. Использование материалов сайта только с разрешения владельца сайта